[套筒滚子链]轴承滚子输送链条的性能要求及加工工艺流程
公司新闻 /
发布时间:2024-09-19
/ 浏览次数:次
轴承滚子输送链条在使用时有一定的性能要求,如果达不到的话,不仅会给链条本身带来损害,更会影响整个工作的行程效率,下面我们就一起来看一下:
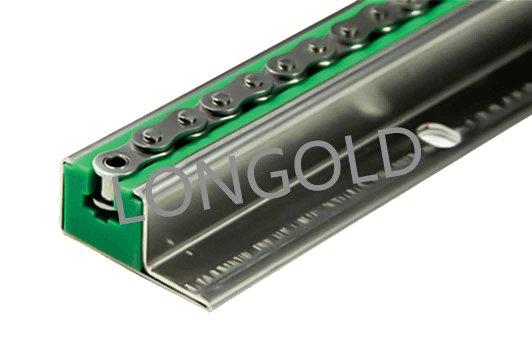
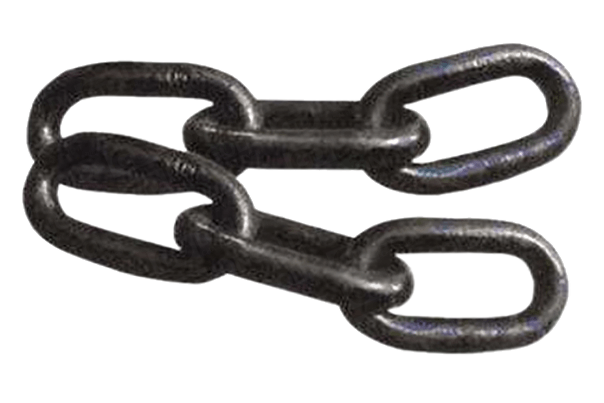
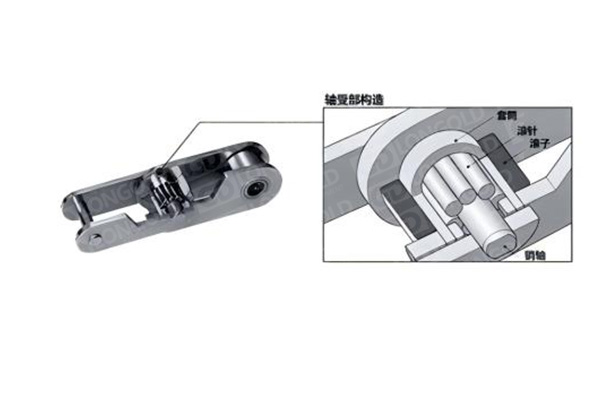
1、内链节由内链板与套筒组成,内链板与套筒之间为过盈配合连接;而套筒与滚子之间为间隙配合,滚子可绕套筒自由移动。
2、间隙过大,冲击大;间隙过小,容易死节,灰尘堆积。外链节由外链板和销轴组成,他们这间以过盈配合连接在一起。
3、内链节和外链节之间用套筒和销轴以间隙配合相连,构成活动铰链。当链条弯曲时,套筒能够绕销轴自由移动,起着铰链的作用。
4、标注配合尺寸公差、重要尺寸公差。由于轴承滚子输送链条销轴与套筒、套筒与滚子在工作时有相对运动,因此采用间隙配合;由于无专门要求,采用基孔制;根据公差表,求出极限偏差并标注。
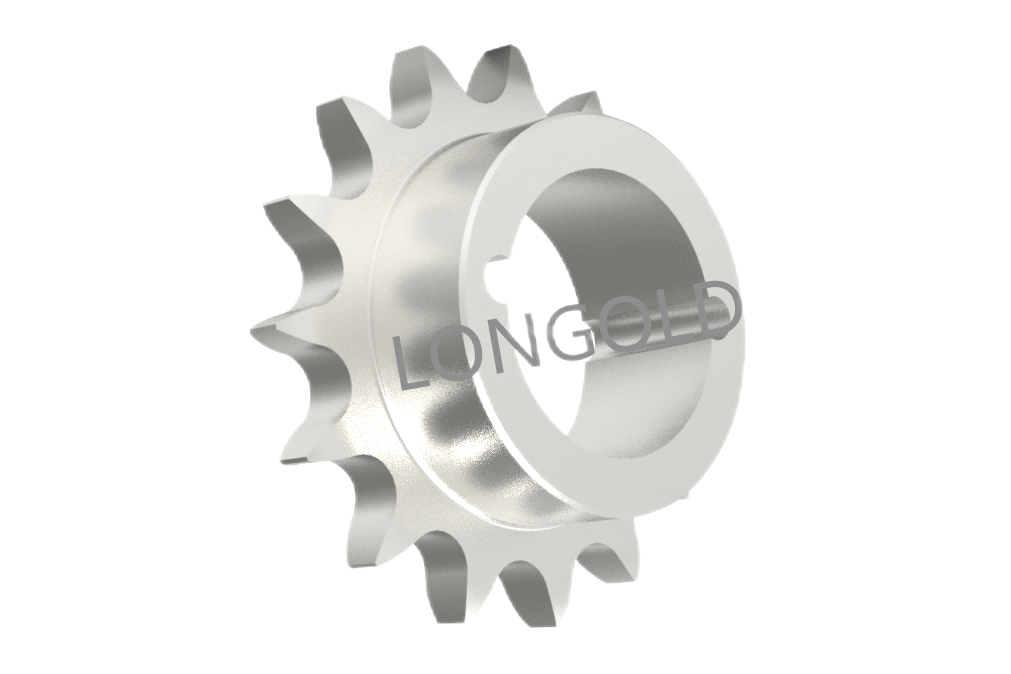
一、滚子零件分析
重载传动用弯板滚子链条结构简单明了,结构工艺性好,无不方便加工之处。滚子与套筒接触面要保证轴运动的准确性,滚子以公共轴线作为基准,以保证与其它零件的工作位置精度。
对于内圆柱面,确保内外圆柱共轴、内圆柱形状精度。因其要保证与套筒的间隙配合,并且要求套筒运动的准确性,因而需要有一定的精度。
二、确定毛坯
滚子在链传动中主要受挤压和冲击。非标准链条一般也都选用中碳钢或中碳调质钢来制造。标准链条的滚子一般采用10或20钢。20钢广泛用于机械制造,这种钢的机械性能很好,强度高。选用20号圆钢材质进行渗碳、淬火是为了提高滚子的强韧性,使链条既有能承受高的破断负荷的能力又有高的疲劳寿命、磨损寿命。
重载传动用弯板滚子链条在工作过程中,经常承受冲击性载荷且大批量生产,因而选择圆钢。
三、确定各加工表面的加工、定位及方案加紧
1、加工方案:因毛坯选为φ100的圆钢,外圆表面加工余量大,采用粗车-半精车-磨外圆。由于φ36孔是通孔,采用钻孔到φ35.8后用铰刀铰孔至尺寸。
2、定位方案:重载传动用弯板滚子链条加工比较简单,并不复杂。以外圆表面为定位基准加工外圆、内孔,即可达到加工精度。
3、加工余量尺寸的确定 查表得各工序余量和公差。
4、机床工艺装配的选择
先选用CA6140车床下料,先选用立式钻床钻孔铰孔,在选用CA6140车床粗车—半精车—精车外圆,内外圆倒角。为了达到精度,热处理后再选用无心磨床M1080磨外圆。
 C N
C N E N
E N