锻件后机加工件常见缺陷及类型
公司新闻 /
发布时间:2024-10-23
/ 浏览次数:次
锻件后机加工件往往会存在一些问题,这些问题有的可以用肉眼察觉,但是有的却极难发现,这些问题可能由多种因素引起,包括原材料、加工工艺不当因素。为避免锻件后机加工的工件出现质量上的问题,我们应该深入了解锻件后机加工件的常见缺陷及类型。
1. 裂纹与裂缝类缺陷

|
|
裂缝:而裂缝可能是由于原材料中的缺陷(如气孔、夹杂物)在加工过程中被扩展,或者是由于加工过程中的不当操作(如切削力过大、刀具选择不当)导致。
裂纹:包括热裂纹、冷裂纹、锻造裂纹等。热裂纹通常是由于加热温度过高或加热速度过快导致的;冷裂纹则可能是在冷却过程中由于内应力过大而产生;锻造裂纹则是由于锻造过程中的不当操作或材料本身问题导致。
|
2. 非金属夹杂物

|
|
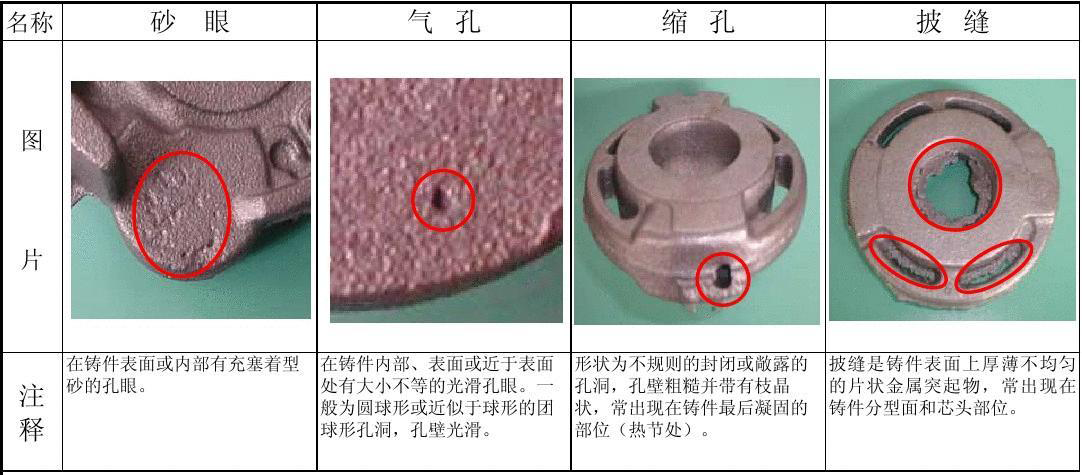
这类缺陷主要包括氧化物、硫化物等夹杂物,它们可能在熔炼或浇注过程中进入钢液,并在后续的加工过程中保留下来。这些夹杂物会严重影响锻件的力学性能和使用寿命。
|
3.表面缺陷
麻点、凹坑:可能是由于酸洗或清理过程中的不当操作导致锻件表面出现麻坑或凹坑。
划痕、擦伤:在机加工过程中,由于刀具、夹具或工作台面的不干净或锋利边缘,可能导致锻件表面出现划痕或擦伤。
4. 尺寸与形状缺陷
尺寸超差:由于机床精度不足、刀具磨损或测量误差等原因,可能导致加工后的锻件尺寸超出公差范围。
形状偏差:可能是由于机床调整不当、夹具松动或刀具路径设置错误等原因导致加工后的锻件形状与预期不符。
5. 热处理缺陷
硬度过高或过低:热处理工艺不当可能导致锻件硬度不符合要求。例如,淬火温度过高或保温时间过长可能导致硬度过高;而淬火温度过低或冷却速度不够则可能导致硬度过低。
变形:在热处理过程中,由于加热和冷却的不均匀性,可能导致锻件发生变形。
6. 其他缺陷
腐蚀:如果锻件在存储或运输过程中未得到妥善保护,可能会受到腐蚀作用而导致表面损坏。
材料性能不足:原材料本身存在的性能问题(如强度不足、韧性差)也可能在加工过程中被放大并表现为各种缺陷。
 C N
C N E N
E N