
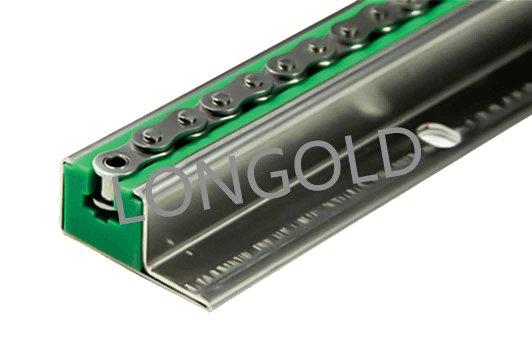
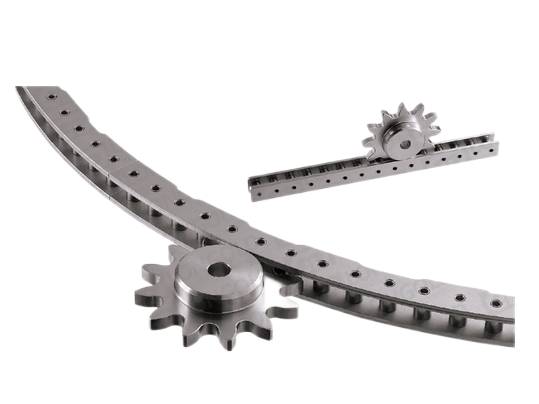
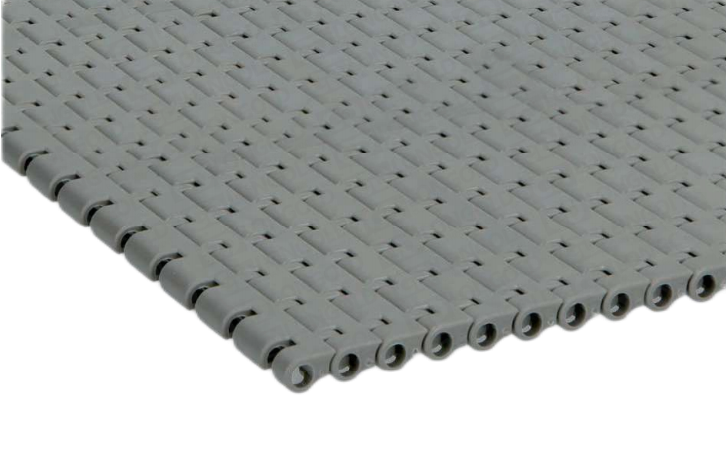
可与带盖罩倍速链条共用。
采用碳素钢,有齿部硬化和无齿部硬化的规格。
适合链条尺寸:LDC2030VR(P)~LDC2080VR(P)。
倍速链采用小直径滚子与大直径滚子组合的独特结构,实现2.5或3倍速的高速输送。
易于实现积放输送,可用做装配生产线或作为物料的储存输送。
输送能力大,可承载较大的载荷。
输送速度准确稳定,能保证精确的同步输送。
正确选用链轮型号。
检查安装传动链轮的位置状态是否良好,否则须检修或更换相关件。
按正确方法将主、从动链轮安装到位,且锁紧紧固件使其达到规定力矩要求。
装上链条并调整好松紧度后,检查链条与链轮配合是否顺畅、共面,且与链罩无干涉。
从动链轮应有张紧装置。
链轮和链条最好同时更换,若只更换其中之一,会加剧双方的磨损。
由于主动链轮转速高、齿数少,在相同条件下,比从动轮磨损快些,属正常情况。
要定期地清洁及润滑传动链条、传动链轮,以提高其使用寿命。
镀锌:镀锌是以提高金属的防锈性能为目的的表面处理工艺。随着钴酸盐纯化处理的进步,外观性能也有了很大的提高。
化学镀镍:化学镀镍的耐腐蚀性能、耐磨损性能提高,镀镍过程中不通电、无电解。适合使用在形状复杂、尺寸精度要求高的产品上。
发黑处理(表面氧化):即碱性发黑处理,将金属置于碱性处理液中加热,金属本身起化学作用,在其表面形成黑色皮膜,皮膜具有防锈效果。
磷化处理:即磷酸盐处理。将金属浸入加温后的磷酸盐溶液中进行化学处理,使金属表面形成磷酸盐保护膜。
点击图片放大
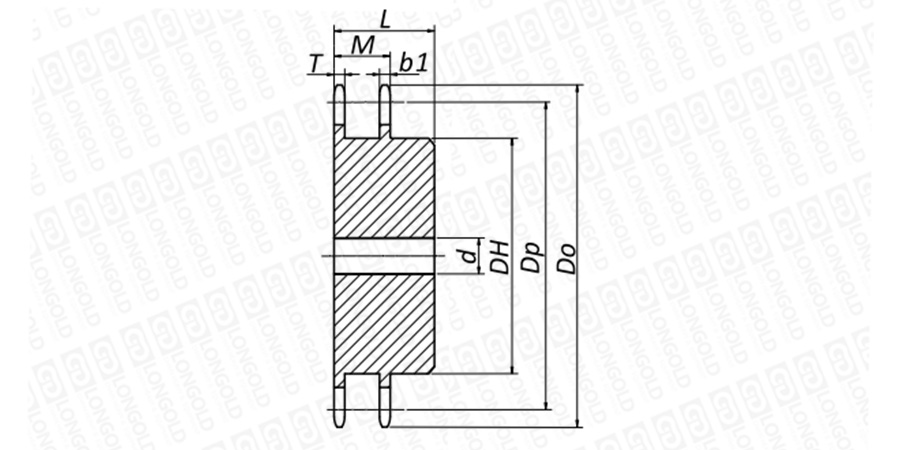
■链轮结构详见如上图
上图为倍速链轮的结构图。
可根据客户的需求,定制链轮的齿数,详细请咨询隆德技术人员。
■链轮尺寸表
隆德型号
齿数
节距圆直径
外径
齿宽
全齿宽
轴孔径d
轮毂直径
总厚度
参考重量
材质
(规格)
PDF图纸
DXF图纸
Dp
Do
b1
M
工艺孔
最大孔
DH
L
mm
mm
mm
mm
mm
mm
mm
mm
kg
LDC2030VRP-S25-10T-SC
10
61.65
63
3.0
15.3
12.7
20
37
25
0.2
LDC2040VRP-S25-10T-SC
10
82.20
85
4.0
20.4
15.9
32
52
40
0.8
LDC2050VRP-S25-10T-SC
10
102.75
107
5.0
25.5
15.9
45
66
45
1.5
LDC2060VRP-S25-10T-SC
10
123.30
128
6.0
30.5
1 9
55
81
50
2.5
LDC2080VRP-S25-10T-SC
10
164.39
172
-
47.5
23.0
72
110
67
7.0
注:1.也可制作10齿以上的倍速链轮,如有需要,具体请咨询隆德技术人员。
碳素钢材C45
(整体切割)
2.倍速链轮均未作齿部硬化处理。
3.不锈钢规格以相同尺寸制作。
|
LDC2080 |
VRP |
- |
S25 |
- |
10T |
- |
SC |
|
(1) |
(2) |
|
(3) |
|
(4) |
|
(5) |
(1)链号
(2)倍速链
(3)倍速:S25=2.5倍速 S30=3.0倍速
(4)齿数:10齿
(5)带盖罩
|
链轮的孔加工 |
适用轴孔直径 |
键槽 |
公差(Js9) |
键槽 |
公差 |
紧定螺钉 |
|
根据要求进行轴孔、键槽的加工。以下规格请务必指定: |
d |
KW |
KH |
MX |
||
|
1.轴孔径和公差:孔尺寸和加工精度 |
mm |
mm |
mm |
mm |
||
|
2.键槽尺寸:JIS标准的平行键或者斜键、加工公差(并级或者精级) |
10 |
4 |
±0.0150 |
1.8 |
0.1 |
M4 |
|
3.并列使用:请指定并列使用的条数。 |
12≤d<17 |
5 |
2 |
M5 |
||
|
4.客户实施孔加工时,请以链轮外周为基准。 |
17≤d<22 |
6 |
3 |
M6 |
||
|
|
22≤d<30 |
8 |
±0.0180 |
3.3 |
0.2 |
M6 |
|
|
30≤d<38 |
10 |
M8 |
|||
|
|
38≤d<44 |
12 |
±0.0215 |
3.3 |
0.2 |
M8 |
|
|
44≤d<50 |
14 |
3.8 |
|||
|
|
50≤d<58 |
16 |
4.3 |
M10 |
||
|
|
58≤d<65 |
18 |
4.4 |
您在努力掌握如何开始自动化吗?
如果您正确实现以下目标,与我们的专家进行深入的对话可以让您少走很多弯路:
•提高生产力
•改进工艺和产品质量
•提高竞争力
•提高灵活性,满足客户多样化需求
与我们的专家进行一次一对一的交流,我们会帮助您利用协作机器人实现自动化。
|
|
|
|
|
|
隐私协议
|
|
|
|
本网站由广州隆德链条重机有限公司(以下简称“隆德链条”)创设。任何人士使用本网站前,请仔细阅读下列条款: |
|
|
|
本网站的资料、信息及其他内容由隆德链条提供,任何人进入本网站阅读任何内容、从本网站下载任何材料或使用本网站提供的资料,即表示同意遵守这些条款。这些条款构成隆德链条与您之间的协议。若不同意遵守这些条款,切勿使用本网站。隆德链条保留未经通知随时更新下列条款的权利,这些更新将同样也约束您。 |
|
|
|
|
|
|
|
权利声明
|
|


信息提交成功,谢谢!
 C N
C N E N
E N

















































































 汽车生产
汽车生产 机械工程
机械工程 食品行业
食品行业 包装行业
包装行业 物流运输业
物流运输业 造纸行业
造纸行业 印刷行业
印刷行业 轮胎行业
轮胎行业 起重设备与叉车
起重设备与叉车 港口机械
港口机械 糖果行业
糖果行业 烘焙行业
烘焙行业 制糖行业
制糖行业 社会设施
社会设施 公共环卫
公共环卫 航空航天
航空航天 建筑行业
建筑行业 医疗行业
医疗行业 石油石化
石油石化 散物料业
散物料业 矿产行业
矿产行业 钢铁冶金
钢铁冶金 农业机械
农业机械 木林加工
木林加工 烟草行业
烟草行业 电子行业
电子行业