
一对啮合齿轮的传动比(i)为基准圆直径的反比例。也和齿数,转速成正比例。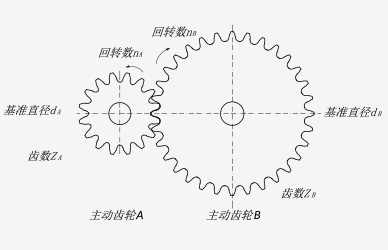
基准圆直径:d
齿数:Z
转速:n(rpm)
转速 i = dB / dA =ZB / ZA=nB / nA
压力角也就是齿倾角。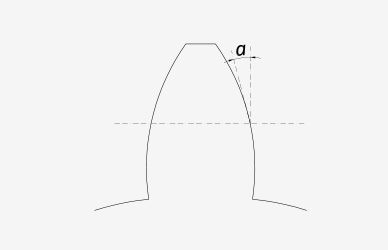
标准压力角为20°。
也有14.5°的压力角,但因为强度较不高,所以不怎么使用。
模数是表示齿轮的齿形状大小的数值。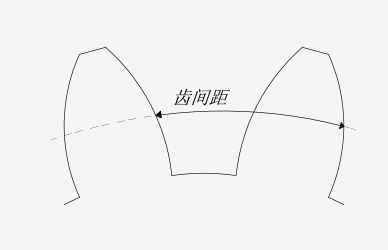
只有当两个齿轮的模数和压力角相同时才能进行啮合传动。
模数 m = 基准圆直径(PCD)/ 齿数(Z)
齿间距P=圆周率×模数=πm
径节制DP=m×25.4
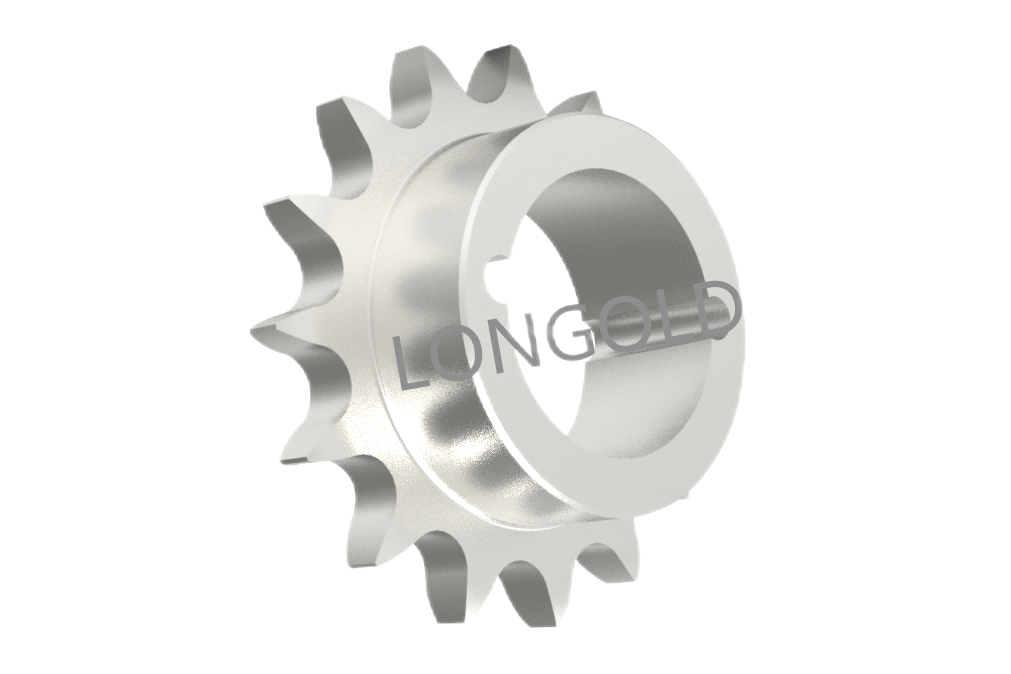
齿数就是齿轮有多少个齿的意思,Z表示齿数。如图为15齿的齿轮。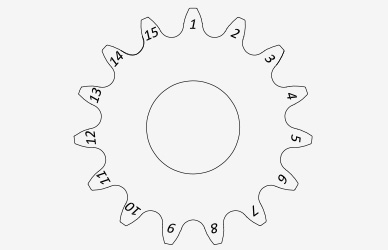
齿高就是齿顶到齿底到尺寸,通常用h表示。齿顶高(ha)=m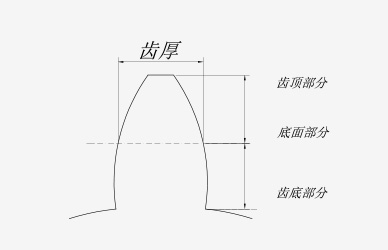
齿底高(hf)=1.25m
齿厚就是齿的厚度,通常用S表示。齿厚(S)=πm/2
点击图片放大
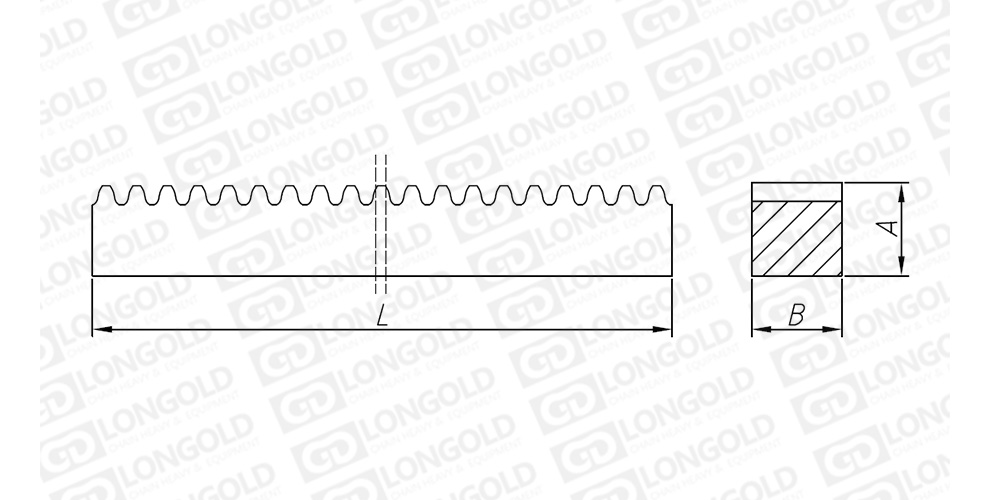
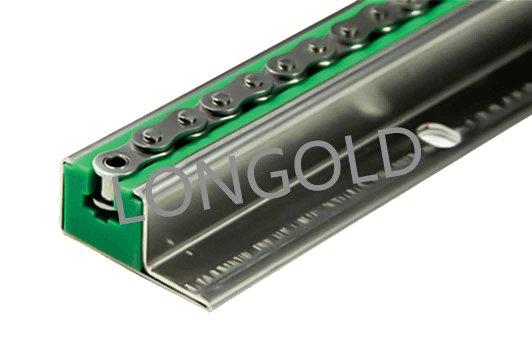
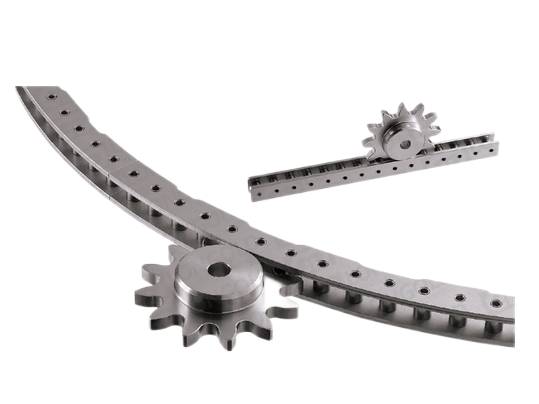
■产品本体结构详见如上图
上图为矩形齿条的结构图。
可根据客户的需求,定制指定参数的产品,详细请咨询隆德技术人员。
■尺寸表
|
模数 |
L=250 |
L=500 |
L=1000 |
L=2000 |
|
A×B |
A×B |
A×B |
A×B |
|
|
1 |
15×15 |
15×15 |
15×15 |
15×15 |
|
1.5 |
17×17 |
17×17 |
17×17 |
17×17 |
|
2 |
20×20 |
20×20 |
20×20 |
20×20 |
|
2.5 |
25×25 |
25×25 |
25×25 |
25×25 |
|
3 |
30×30 |
30×30 |
30×30 |
30×30 |
|
4 |
- |
- |
22×22 |
22×22 |
|
4 |
- |
- |
25×25 |
25×25 |
|
4 |
- |
30×30 |
30×30 |
30×30 |
|
4 |
40×40 |
40×40 |
40×40 |
40×40 |
|
5 |
50×50 |
50×50 |
50×50 |
50×50 |
|
6 |
- |
60×60 |
60×60 |
60×60 |
|
8 |
- |
- |
80×80 |
80×80 |
| OR | - | M1 |
- |
500 |
|
(1) |
|
(2) |
|
(3) |
(1)矩形齿条
(2)模数
(3)长度
齿条安装说明
1.为了可以更顺利的安装拼接使用齿条,标准齿条的两端端面将会加工为半齿齿底,以方便跟下一支齿条的端面半齿齿底连接成一个全齿,齿条通过续接来限延使用。
2.齿条安装时在齿廓角上预钻安装孔,组装时同样需要钻孔,安装螺丝需要通过扭力扳手和桌面锁紧,用12.9扭矩固定内六角螺丝。
3.对于0.5M的齿条,必须使用定位销。如果使用于高负载的配对齿时,建议检查负载下的连接反应。
齿条快捷安装方法
1.用螺丝紧固定齿条位置。
2.用反扣齿规辅助安装续接齿条。
3.调整好后检验齿条的平行度及各齿条之间的平行度,同时要检验齿的直线度。
4.在验完后,根据预紧力将齿条紧固,用强度12.9扭矩紧固螺丝,再安装定位销。
齿条打表安装方法
1.用螺丝预紧固定齿条位置。
2.将圆棒放入齿条的任意齿中,用弓形千分尺测量齿条底部至圆棒最高贴距离为安装参考值。
3.将圆棒放入齿条与续接齿条的连接齿中,以参照参考值为基准,测量齿条底部至圆棒最高贴距,通过前后调整,达到我们设定参考值。
4.调整好后检验齿条的平行度及各齿条之间的平行度,同时要检验齿的直线度。
5.在检验完后,根据预紧力将齿条紧固,用强度篇12.9扭矩紧固螺丝,再安装定位销。
您在努力掌握如何开始自动化吗?
如果您正确实现以下目标,与我们的专家进行深入的对话可以让您少走很多弯路:
•提高生产力
•改进工艺和产品质量
•提高竞争力
•提高灵活性,满足客户多样化需求
与我们的专家进行一次一对一的交流,我们会帮助您利用协作机器人实现自动化。
|
|
|
|
|
|
隐私协议
|
|
|
|
本网站由广州隆德链条重机有限公司(以下简称“隆德链条”)创设。任何人士使用本网站前,请仔细阅读下列条款: |
|
|
|
本网站的资料、信息及其他内容由隆德链条提供,任何人进入本网站阅读任何内容、从本网站下载任何材料或使用本网站提供的资料,即表示同意遵守这些条款。这些条款构成隆德链条与您之间的协议。若不同意遵守这些条款,切勿使用本网站。隆德链条保留未经通知随时更新下列条款的权利,这些更新将同样也约束您。 |
|
|
|
|
|
|
|
权利声明
|
|


信息提交成功,谢谢!
 C N
C N E N
E N
















































































 机械工程
机械工程 汽车生产
汽车生产
 轮胎行业
轮胎行业 起重设备与叉车
起重设备与叉车 港口机械
港口机械 食品行业
食品行业 糖果行业
糖果行业 烘焙行业
烘焙行业 制糖行业
制糖行业 社会设施
社会设施 公共环卫
公共环卫 航空航天
航空航天 建筑行业
建筑行业 包装行业
包装行业 物流运输业
物流运输业 造纸行业
造纸行业 印刷行业
印刷行业 医疗行业
医疗行业 石油石化
石油石化 散物料业
散物料业 矿产行业
矿产行业 钢铁冶金
钢铁冶金 农业机械
农业机械 木林加工
木林加工 烟草行业
烟草行业 电子行业
电子行业